



回转切削直径1米数控立车
咨询热线:18306370898

回转切削直径1米数控立车厂家山东威力重工实力雄厚,专业设计生产数控机床数十年,数控立车外型美观,经久耐用维修方便,采用国内名牌电气可靠性、工艺性高。制动鼓、刹车鼓加工专用回转切削直径1米数控立车工作台采用高精度的静压导轨,承载能力大,回转精度高。垂直刀架装有五角刀台,侧刀架装有四方刀台,两刀架均采用液压平衡。是一款高性能、经济型小型数控立车。。公司也可以根据客户需求定制,常见有回转切削直径500mm、600mm、700mm、800mm、900mm、1米、1.2米数控立车。。具体的各项组成配置也可根据客户需求来定。。当然配置越高小型数控立车价格也就越高。威力重工欢迎您来厂考察订购,咨询热线:18306370898(同微信号)
可根据客户要求专业设计定制,产品的配置不同回转切削直径1米数控立车价格也不同

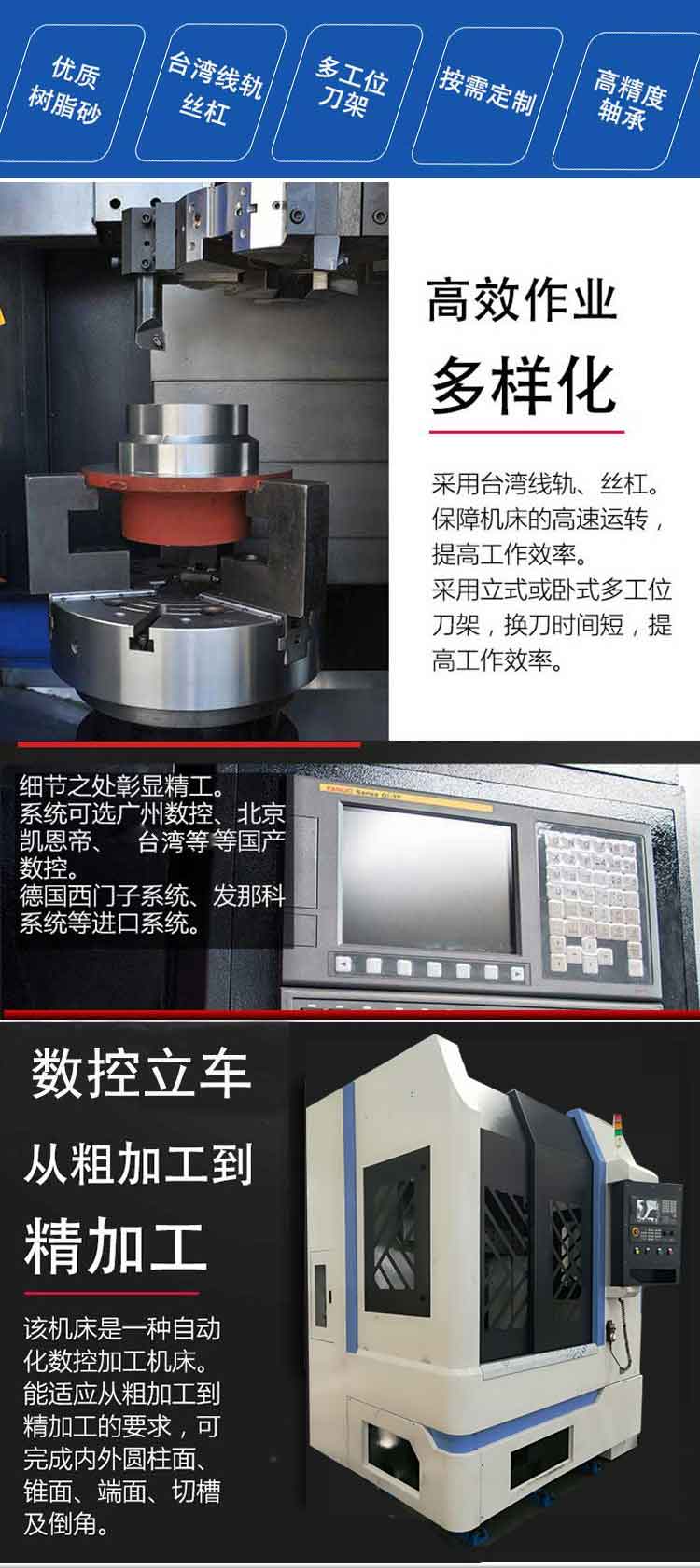
回转切削直径1米数控立车具有以下特点:
①本机床为单柱立式导轨结构,立柱、底座及滑座均采用高牌号灰口铸铁树脂砂铸造工艺,并经时效处理;Z向采用加宽矩形导轨配合精密刮研贴塑面,X向导轨均采用滚柱式重载直线导轨,承载大,精度高;合理的结构设计,完善的加工及装配工艺,确保机床长期使用的稳定性及精度保持性。
②机床主轴采用广域大扭矩伺服电机传动,既可以低速大扭矩,强力重切削,也可以高速切削。同时满足粗加工和精加工需求。
③机床主轴采用高精度双列圆柱滚子轴承、双向推力角接触球轴承、双列圆柱滚子轴承配置。该配置结构承载能力最大,能够承受较大的切削力和进给力,有较高的径向刚度和轴向刚度,旋转精度较高。
④X、Z轴伺服电动机经柔性联轴器直接驱动精密滚珠丝杠副,可zui大程度减小反向间隙,定位精度高。Z轴升降配置氮气平衡系统。
X、Z轴采用国产精密滚珠丝杠副及滚珠丝杠专用轴承,满足高刚性、高精度切削的要求。丝杠支承采用预拉伸结构,大大降低了机床长时间运转中热变形对精度的影响。
⑤X、Z轴采用先进的集中自动润滑装置,定时自动间歇式润滑,工作稳定可靠。
⑥机床刀架采用电动刀架或排刀形式,精度准确,效率高。
⑦本机床可根据用户需要配置北京凯恩帝、FANUC等国内外知名品牌数控系统。
回转切削直径1米数控立车安装:
1、在机床到达目的地后,用户负责卸货及安装调试期间的吊运,安全移至工作位置后制造商负责初调。
2、调试人员前往之前,用户需完成制造商提出的安装前准备工作。
3、用户需提前两天通知制造商进行调试,且在安装调试之前,由用户和服务人员共同开箱,按合同数量及装箱单清点,用户按地基图要求进行施工,三相电源线引到电气柜,提供起重设备并配合制造商安装调试人员;
4、安装和调试工作结束后,进行机床的终验收。
回转切削直径1米数控立车的检测要求:
1、机床检测时,检测仪器,检测工具应在检测环境中放置足够的时间,使它们处于等温状态,检测时还应避免气流,日晒或外部热流等因素的影响,对机床位置精度的评定环境温度以20℃为准,但一般应符合下列条件。
2、环境温度15℃~25℃。
3、检测前机床应在检测环境中等温不少于12h。
4、数控立车占有空间任意的温度梯度不超过0.5℃/h 。
数控立车可用于圆盘类工件成型:

回转切削直径1米数控立车加工经常见缺点及解决办法:
一 精车平面平面度精度低
原因:主轴空隙过大,刚性、缺乏;作业台导轨动压光滑压力较大;刀架移动部件发生摇摆 ;作业台导轨面发生研伤 ;切削用量挑选不妥;刀架移动发生匍匐 。
解决办法:从头调整主轴轴承空隙,施加预紧力下降 油压 检查导轨斜铁有否松动 吊起作业台,检查、修刮 调整切削用量 恰当放松斜铁、压板、或纠正斜铁。
二: 工件外表粗糙度大
原因:机床振荡;刀具视点不恰当;断续切削或不均匀切削;主轴空隙过大刚性缺乏;刀架移动存在匍匐。
在本来机床结构的基础上,尽量进步工件—机床—刀具体系的刚度;合理挑选切削用量防止在切削进程发生积屑瘤 解决办法:在工艺上设法防止断续切削;从头调整主轴轴承空隙,施加预紧力;恰当放松斜铁、压板、或纠正斜铁。
三: 精车外圆圆度精度低
原因:主轴轴承空隙过大;作业台导轨发生研伤
解决办法:从头调整主轴轴承空隙,施加预紧力修刮研伤了的导轨 。
四: 精车外圆圆柱度精度低
原因:主轴轴承空隙过大;刀架导轨斜铁松动、下塞尺、斜铁弯度过大;导轨磨损不共同,滑枕走曲线;笔直刀架滑枕上下移动对作业台面的笔直度加大。
解决办法:从头调整主轴轴承空隙;调整.斜铁到达松紧共同,0.04mm塞尺不入,斜铁弯度过大应纠正;修刮或机械加工滑枕导轨至要求;复检该项精度,并调整至要求 。
山东威力重工的服务细节:
1、工程师对接了解您的需求,按需指定方案
2、工厂实地参观,出厂验收
3、技术人员随车发货,现场安装
4、后期设备保养维护,为您安排专属技术专员,省心。
5、我们是厂家直销,省去了中间商、皮包公司的差价。
山东威力重工专注于数控机床的设计、研发与制造,是一家规模大实力强的高新技术企业。公司生产的数控机床有高速、高精、高刚性的立式加工中心、立式车床、卧式加工中心、线轨硬轨加工中心、数控车床系列、数控光机系列产品。
数控立车型号全,常用的主要有VTC系列,以最大回转直径来看,主要分为:500、700、900、1200数控立式车床。VTCS系列的有600、800、1000等。配置等各方面公司可以根据客户需求调整。
山东威力重工始终把产品质量视为企业的生命,积极贯彻执行ISO质量标准体系,开展职工技术培训,不断完善质量检测手段,实行全过程、全方位质量控制 ,全面的专业人才、高效的管理团队、严格的内部管理、先进精密加工设备,使公司产品质量得到保障。欢迎您致电咨询:1830370898(同微信号)
![]()
山东威力重工机床有限公司

微信扫描二维码保存到手机联系人
公司传真:0632-5850029
联系QQ:2335650447
企业邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号
推荐产品
联系威力重工

山东威力重工机床有限公司
公司电话:18306370898
公司传真:0632-5850029
企业邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号
威信扫描二维码保存到手机联系人