数控H63卧式加工中心厂家精准定位稳定性增高
作者:加工中心厂家人气:
发表时间:2018-06-21
数控H63卧式加工中心厂家精准定位稳定性增高
数控H63卧式加工中心厂家工作台采用4个定位锥块作精准定位,配合锥块面的吹气与油压拉杆,使工作台的刚性与精度保持高稳定性。可选配高效率的自动交换工作台,工作台定位精度1度或0.001度(选配)。数控H63卧式加工中心厂家本机床为四轴三联动精密卧式加工中心,可扩展为四联动,机床为高精度、高效率、高柔性机床。机床可配置六工位托盘的工件自动交换装置(即:APC),可进行长时间无人看管运行的混流加工(即柔性加工单元),机床在工件一次装夹后,可完成铣、钻、镗、铰、攻丝和轮廓的粗、精加工,机床标准配置两工位托盘可配制六工位托盘。标准配置刀库容量为40位、可配置80位。数控H63卧式加工中心厂家采用直线滚动导轨,具有运动平稳、灵活、刚度好、承载能力强,使用寿命长等特点。
数控H63卧式加工中心厂家操作前检查万能升降台铣床各部位手柄是否正常,按规定加注润滑油,并低速试运转1~2分钟,方能操作。工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。装夹工件要稳固。装卸、对刀、测量、变速、紧固心轴及清洁机床,都必须在万能升降台铣床停稳后进行。

H63卧式加工中心厂家
数控H63卧式加工中心厂家的工作台上禁止放置工量具、工件及其它杂物。开车时,应检查工件和铣刀相互位置是否恰当。万能升降台铣床自动走刀时,手把与丝扣要脱开;工作台不能走到两个极限位置,限位块应安置牢固。工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧紧。刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不得利用主轴动转来帮助装卸。
数控H63卧式加工中心厂家加工程序编制初步:
1.识图:了解图样的技术要求、技术条件,如尺寸、偏差、形位公差、材料及其切削性能等。
2.制定工艺:根据图样特点,制订加工工序,如机床类型、夹具、量具、刀具,及加工部位的先后顺序。
3.选定坐标系:遵循基准统一原则,优先选择设计基准为编程原点;其次考虑基准重合原则,可采用装配基准、装夹定位基准为编程原点。一般情况,可选择图形已知点、图形中心、模具中心,配合增量编程、坐标变换,既便于对刀、又便于编程、更利于保证加工质量。
4.对图样进行处理:首先是补充进、退刀引线、刀具补偿线及安全下刀点;其次是对工件轮廓图形进行必要的补充,对图形作补充一般只有开放轮廓或半开放轮廓才需要。
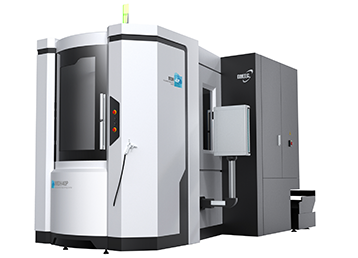
63卧式加工中心精度定位细节图
数控H63卧式加工中心厂家的床身与底座相连,升降台由装在底座上的垂直丝杠带动,沿床身垂直导轨(见机床导轨)升降(见图)。滑鞍可沿升降台上的导轨作横向进给。机床有两层工作台,下工作台装于滑鞍之上,能在水平面内正负45°范围内回转一定角度。上工作台供安装工件之用,可沿下工作台导轨作纵向进给。数控H63卧式加工中心厂家床身顶部有一可伸缩的悬梁,用以支承主轴。工作台上安装万能分度头后可对工件进行分度和铣螺旋槽等。山东威力重工卧式加工中心,立式加工中心,高速加工中心,四轴加工中心等加工中心型号供您选择:0632-5850029 18306370898(同微信)
本文由加工中心厂家整理,转载请注明来自:www.etianhe.com