


数控四轴立式加工中心加工五金件工序有哪些?
作者:www.etianhe.com人气:
发表时间:2020-06-10
数控四轴立式加工中心加工五金件工序有哪些?
数控立式加工中心会根据加工工件的不同,选择配第四轴、第五轴。在不锈钢五金件的加工生产中有广泛的应用。数控四轴加工中心常见型号比较多,有550、650、850、1060、1160、1260、1270等。具有加工精度高,刚性好等特点。那么使用数控四轴立式加工中心加工五金件都有哪些工序技巧,一起了解下。

1、零件的加工顺序:
(1)先钻孔后平端(可防止钻孔时缩料)。
(2)先粗车,再精车(可保证零件精度)。
(3)先加工公差大的再加工公差小的(保证小公差尺寸表面不被划伤及防止零件变形)。
2、根据材料硬度选择合理的转速、进给量及切深:
(1)碳钢材料选择高转速,高进给量,大切深。
(2)硬质合金选择低转速、低进给量、小切深。
(3)钛合金选择低转速、高进给量、小切深。
使用数控四轴立式加工中心加工五金件的常用方法:
(1)刀具集中分序法。就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。
(2)以加工部位分序法。对于加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。
(3)以粗、精加工分序法。对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。
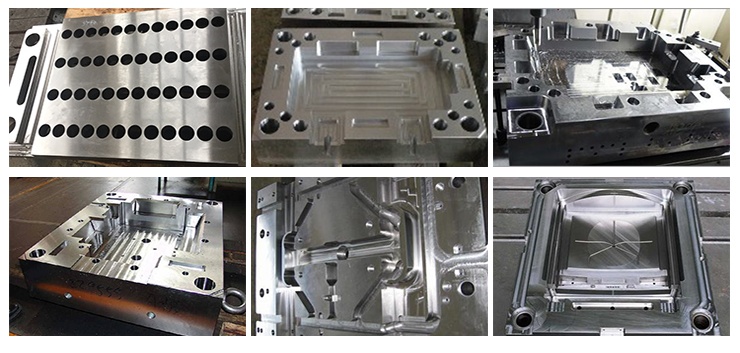
加工中心可加完成的工件产品
在划分工序时,一定要视零件的结构与工艺性,数控四轴立式加工中心的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。
本文由:立式加工中心厂家 搜集整理
本文由:立式加工中心厂家 搜集整理
推荐产品
轮胎模具侧板加工用数控
-

- 轮胎厂及轮胎模具厂必定使用!轮胎模具侧板用龙门加工中心,...
HMC500卧式加工中心_阀体铣

装载机连接板数控加工专

XK6132卧式数控铣床-6132数控

850加工中心_数控850立式加

相关文章
- 电机壳法兰盘专用数控立车刀架不转的原因分析
- 立式加工中心的优缺点
- 加工中心的数控系统的选择
- CK5116轮胎模具侧板加工专用数控立车厂家来这里
- 三台VMC1060立式加工中心完成生产即将发货
- CK5116数控立式车床正确操作方法
- XK5032立式数控铣床的特点与优势
- CK5116双立柱定梁数控立车加工修型轮胎模具侧板
- VMC1060立式加工中心(硬轨/线轨)的应用范围与特点
- 蹄铁加工专用CT55数控立车自动化切削加工